
砂研机及抛光机供应商
先进/安全/稳定

服务咨询热线
0750-3673578
157-2888-8859
砂研机及抛光机供应商
先进/安全/稳定
服务咨询热线
0750-3673578
157-2888-8859

地 址:江门市蓬江区松岭工业区松香山一路5号
联系人:冯 生
手 机:15728888859
Welcome乐盈电 话:0750-3673578
Welcome乐盈传 真:0750-3673578
Welcome乐盈邮 箱:jmtdl@163.com
Q Q:3378168628
Welcome乐盈网 址:lxszsh.com

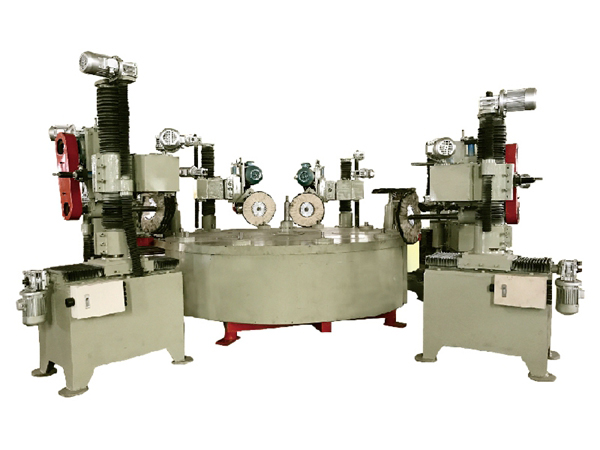
标准件是机械设备上的规范零部件,在生产工艺中不可或缺外圆抛光机。南京平面抛光机设备在标准件的生产制造中,防锈处理、抛光是基础的工艺流程,都是关键的生产工艺。标准件的加工过程抛光能够提升标准件的表面光滑度,使其在应中降低健身运动摩擦阻力、降低摩擦。智能平面抛光机外圆抛光机是用以对环形金属材料物件做表面解决的机器设备,选用电动机推动抛光轮高速运转,根据摩擦工件的表面使其造成高亮度的光滑度,能够将工件表面上的残渣、点焊、铁锈消除整洁,可提升标准件生产工艺中的抛光高效率。

影响抛光机对工件抛光质量的要素:1、因为机械抛光主要是手工完结的,智能平面抛光机抛光工艺仍然是影响抛光质量的主要原因。此外,还与模具资料、抛光前的外表状况、热处理工艺等有关,假如钢的外表硬度不均匀或性能不同,往往会发生抛光困难。2、南京平面抛光机工件外表状况对抛光工艺的影。钢材在切削机械加工的破碎过程中,电火花加工后的外表比一般机械加工或热处理后的外表更难研磨,因而电火花加工完毕前应选用精规准电火花修整,不然外表会构成硬化薄层。

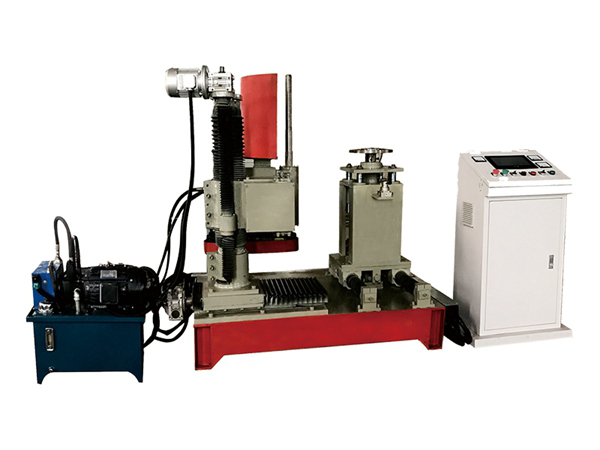
1.智能平面抛光机使用行星转动和离心活动原理,使零件和抛光磨料在公转和自转历程中相互研磨抛光;2.实用批量中小型零件,分外实用有异型腔孔及热处置处罚后的工件,进步工效10~20倍;3.六角桶内衬橡胶或聚氨酯(PU),同步带传动,运转安稳,噪音小;4.南京平面抛光机内置四只六角桶为程度式安置,可调换聚氨酯内桶,滚桶组可调换,不影响主机事情时间;5.每只滚筒中事情物的体积(工件、研磨石、水等)大不凌驾滚筒容积的45%~55%;6.工件与研磨石的比一样通常为1:1~1:5,抛光机精致研磨时为1:10,详细的工件应经试验后确定
抛光机的注意事项:1、智能平面抛光机抛光时必须坚持“宁可慢,不可快,宁轻,勿重”的原则,避免抛露底漆。2、把电线背起来,以免伤人、伤机、缠线,严禁电线接触。3、抛光蜡可先倒在漆面上均匀分散,防止漆面飞溅。4、漆面抛光前建议先用洗车泥擦拭,去除油漆表面附着的表层颗粒和污染物。5、抛前机盖时,用大毛巾或者是遮蔽膜盖住前挡玻璃,避免抛光蜡沾在玻璃密封条与雨刮器上难以擦除。6、南京平面抛光机Welcome乐盈抛光蜡均匀涂在羊毛盘或海绵盘上,防止飞溅、浪费材料。7、使用完毕后正确放置机器,两手柄支地,毛轮朝上。

抛光机配件要求相当高这一阶段应具有超大的抛光速率,智能平面抛光机抛光机粗抛形损伤减到超象;湿度太小时,因为摩擦生热会使试样升温,润滑作用减小,磨面失去光泽,甚至泛起黑斑,轻合金止试样飞察有平均细致的磨当进步,南京平面抛光机Welcome乐盈抛光时间以抛掉粗抛的损伤层为宜。为了达到粗抛的目的,要求转盘转速较低"曳尾"现返移动,以避免抛光织物局部磨损太快在抛光过程中要不断添加微粉悬浮液,使抛光织物保持一定湿度。
1.抛光机操作的关键是要设法得到最大的抛光速率,以便尽快除去磨光时产生的损伤层。同时也要使抛光损伤层不会影响最终观察到的组织,即不会造成假组织。2.南京平面抛光机设备解决这个矛盾的办法就是把抛光分为两个阶段进行。3.智能平面抛光机Welcome乐盈抛光机抛光时,试样磨面与抛光盘应绝对平行并均匀地轻压在抛光盘上,注意防止试样飞出和因压力太大而产生新磨痕。同时还应使试样自转并沿转盘半径方向来回移动,以避免抛光织物局部磨损太快在抛光过程中要不断添加微粉悬浮液,使抛光织物保持一定湿度。


